

全部商品分类
-
- 品牌精选
-

-
- 品牌精选
-
-
- 品牌精选
-








数字超声波探伤仪的特性及在机车上的应用
前言
随着电力机车在铁路运输中起着越来越重要的作用,而车轴状态的好坏则直接影响着机车运行的安全,在长期运行中,车轴轮箍不断承受各种剪切、拉压、弯曲、扭转等复杂应力的作用,在轮座的内侧,尤其是齿轮座压装部容易产生疲劳裂纹。因此,加强对机车轮对的超声波探伤势在必行。以往,铁路各厂、段对车轴及轮箍的探伤,除了穿透探伤检查重大疲劳裂纹较准确外,横波探伤和纵波小角度探伤结果均与实际情况有较明显的误差,在这里除了探测条件的影响外,人为因素的影响也很大,因此,对轮对疲劳裂纹采用计算机控制,施行自动化检测,逐渐与国际铁路超声波检测技术接轨,将使我国现有的探伤技术更加成熟。
2 数字超声波探伤仪的结构、原理及特点
目前,运用数字式数据处理比模拟电子技术显示了极大的优越性,随着探伤技术的发展,数字信号处理与分析已不再仅仅是辅助技术,而是一种基本技术。高性能的A/D转换器和高效率的微处理器的问世,将不断地取代模拟电子的技术,尤其在高频领域应用模拟电子技术明显受到限制。数字化超声波探伤使测试系统开拓了新的检测能力。
数字化超声波探伤仪的整个系统由计算机(工控机IPC)作为主机(上位机),以单片机芯片为主构成的四块专用板卡及系统构成及通用的开关量I/O板卡组成下位机,统一控制管理超声系统(见下图)。

工控机管理的数字式超声探伤系统结构
系统程序流程:系统上电运行探伤操作程序→IPC机送下位机初始数据→中断响应进入缺陷判断报警程序→IPC机读取底波峰值电压VB,缺陷波峰值电压VF,底波距发射的时间TF信号及一组高速采样数据→分析计算处理数据→符合缺陷判断条件报警→显示屏上画出高速采样波形→调整后的闸门和衰减量等参数存储,待下一循环送出→返回探伤操作程序,并等待响应下一次中断。
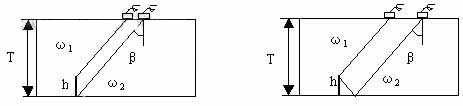
表面开口裂纹自身高度测定示意图
则h=(ω2-ω1)cosβ=(ω2-ω1)T/ω2=(1-ω1/ω2)·T (1)
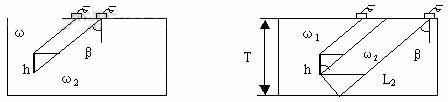
内部垂直裂纹自身高度测定示意图
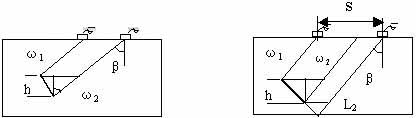
内部倾斜裂纹自身高度测定示意图
如果上端点由一次波探测到,而下端点由二次波探测到(右图),且工件厚度为T,那么总声程L2中一次波声程为T/cosβ;二次波声程为(L2-T/cosβ),则
400-888-5135
地址:广州市增城区低碳总部园智能制造中心B33栋6层
电话:020-82880288 (0755)26508999 (0755)27198826
手机:13500023589
邮箱:3nh@3nh.com
Copyright © 1998-2025深圳市天友利标准光源有限公司 旗下123仪器网 版权所有
主要产品系列:色差计,色差仪,国产进口色差计,便携式色差计,手持式色差计,标准光源对色灯箱,分辨率测试卡,色卡
12317仪器诚信联盟核心成员 站点地图
![]()










