

全部商品分类
-
- 品牌精选
-

-
- 品牌精选
-
-
- 品牌精选
-








颜色质量控制在电子、油漆油墨、纺织服装印染、印刷纸品和食品、医药、化妆品等各行各业的产品生产过程越来越重要,其在塑料产品的生产过程中也起到了非常重要的地位。下面我们将介绍塑料产品颜色的数据化原理、分光光度仪应用于各种类型产品检测的方法,以及爱色丽所推出的多种产品颜色检测解决方案。
颜色的数据化模型
塑料颜色检测与其它性能检测一样,是为产品的颜色质量提供数据化的资料,以便进行颜色控制和交流。现在行业通用的颜色数据化模型是国际照明委员会(CIE)制定的CIELAB颜色空间,该空间为三维立体空间,圆球型,其中上下表示颜色的深浅(L*),周向表示颜色的色相(h),与中轴的距离表示颜色的饱和度(C*)。 通常我们用直角坐标来表示,L*代表颜色的深浅坐标,a*代表颜色红绿方向坐标,b*代表黄蓝方向坐标(如图1所示)。

图2 对于颗粒状、粉末状或液体样品的颜色测量,需要专门的配件来支持
通过颜色检测仪器(通常为分光光度仪)测量颜色样品,我们会得到样品的颜色在CIELAB颜色空间中的坐标位置,即L*、a*、b*数据,这样我们就实现了颜色的数据化。
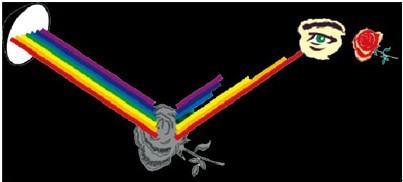
图3 颜色一般都是通过光的反射原理产生的
如果测量两个颜色样品,我们会得到两个颜色坐标数据,它们之差即是色差数据,即DL*、Da*、Db*。通过它们的正负号可以判断颜色的偏差方向,比如若DL*=+0.8,Da*= -1.1, Db*=+0.3,即为样品比另一个样品颜色偏浅、偏绿、偏黄。 通常我们采用DE*来表示两个样品的总色差,DE*实际上为两个样品在CIELAB颜色坐标中的空间距离,越小表示总色差越小,一般的颜色DE*小于1.0目视可以接受。
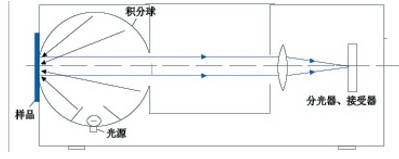
图4 分光光度仪的反射测量原理
颜色的数据化坐标有多种,比如LCh坐标、XYZ坐标、Yxy坐标等,只是这些在生产中很少应用;总色差也有很多表示方法,比如DEcmc、DE94、DE2000等,但是现在DE*应用广泛。与颜色相关的其它参数还有黄度指数和白度指数等。
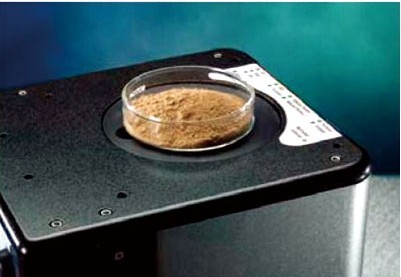
图5 对于粉末、颗粒、浆状或液体等样品,需要将它们盛放于石英器皿中进行检测
塑料产品检测的样品制备
有些塑料产品形状规则,有一定的测量平面可以满足直接测量,这样可以直接在产品上采集颜色数据,从而不用专门制备测试样。 但有些产品形状奇特或没有足够的面积可以完成测量,需要制作测试色板来代表产品的颜色进行检测。
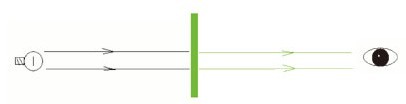
图6 通过光的透射形成颜色的原理
对于颗粒状、粉末状或液体样品,需要专门的配件来支持完成颜色测量(如图2所示)。
光反射形成颜色的检测
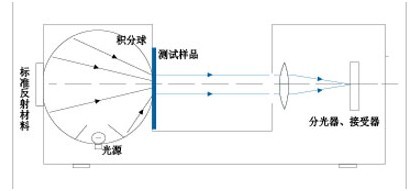
图7 透射测量原理
多数生活用品的颜色都是通过光的反射原理产生的,比如汽车内饰、电脑外壳、空调、门窗、笔、牙刷等等。白光照射到产品表面上,产品中的色料会吸收白光中相应部分的色光,反射剩余的色光,当剩余的色光投影到我们的眼睛里时会刺激我们相应的视觉神经,我们就会产生相应的颜色感觉(如图3所示) 。
对于此类产品的检测,应选择分光光度仪的反射测量位置进行检测,此位置一般在仪器的前部。测量时仪器中的光源将闪光经积分球散射后,白光将投射到样品表面部分,经色料吸收后,反射的光会被仪器后部的分光器接收,产生相应电信号并由电脑处理得到颜色数据(如图4所示) 。
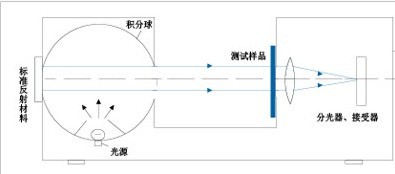
图8 直透射测量原理
有些样品遮盖力不强,部分光会透射过样品,这样样品背景就会对颜色数据产生影响。 此时一般是根据产品的应用情况,采取多个样品重叠测量、垫白色背景测量或垫黑色背景测量等方法实现精确检测。
对于粉末、颗粒、浆状或液体等样品的检测,需要专门的配件配合测量。 比如可以将它们盛放于石英器皿中检测,此时仪器可以竖直,样品可以上置测量(如图5所示)。
光透射形成颜色的检测
有些产品的颜色是通过光的透射形成的,比如冰箱内胆、透明塑料杯、玻璃、纯净水桶等。此时光从产品的一面射入,从产品的另一面射出,白光透过产品时色料过滤掉部分色光,余下的色光刺激人眼产生颜色感觉(如图6所示) 。
图9 透射测量一般有专门的配件来固定样品和测量位置
透射样品在检测时应将其置于仪器的中间部位透射测量位置,此时反射测量位置应放置标准反射材料。这样当软件发出测量指令后,光源闪光,光经积分球散射后,散射光部分穿透样品,在仪器后部的接收器接收到此光信号,并经电脑处理得到标准颜色数据(如图7所示) 。
实际上透射测量有两种方式:全透射测量和直透射测量,其区别是入射光的方向和数量不同。全透射方式测量时样品置于仪器积分球一侧,此时投射到样品上的光线各个方向都有,数量多,透过样品的光线相对较多。当直透射时,样品置于远离积分球一侧,即靠近接收器,此时投射到样品上的光线几乎是平行光,数量较少,这样透过样品的光线也相对较少(如图8所示) 。通常,多数产品的透射测量采用全透射方式,当样品透射程度较高或非常清晰时,才采用直透射方式测量。
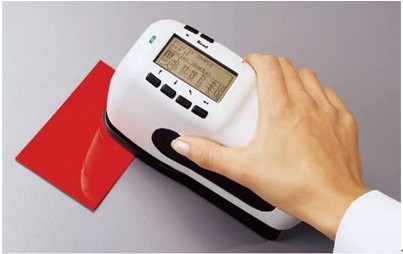
图10 雾度值测试原理
透射测量一般有专门的配件来固定样品和测量位置,如果样品为液体,需要专门的石英或玻璃器皿以及专门的配件支持(如图9所示)。
雾度指数(Haze)检测
对于高度透明塑料产品,比如亚克力产品,我们有时需要检测产品透光后光线的直射和散射性能,如果光透过产品后方向不变,那么我们透过产品看到的物体将很清晰;如果光透过产品后有些光线方向改变,那么我们透过产品看到的物体将很模糊,像有一层雾一样,雾度指数即体现材料的这一性能。雾度值越高,光线透射过程中方向改变的部分较大,产品越不清晰;雾度值越小,光线透射过程中方向改变的部分较小,产品越清晰。
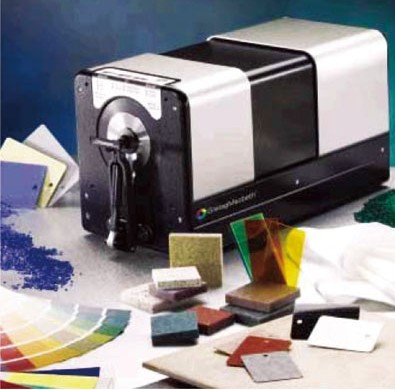
图11 SP60系列便携式分光光度仪
用仪器来检测雾度值,实际上是测量透过样品后方向改变的光线占透过样品所有光线的百分比。如图10所示,Haze=光通量3/(光通量2+光通量3)
用分光光度仪来检测这一指数时,实际上是利用光的可逆性来反算雾度值。 此时样品需要放置于全透射测量位置,根据软件提示多次测量样品,后由软件自动计算出雾度值。
颜色检测解决方案
现在对于塑料颜色检测方案有多种,需要根据客户产品要求和生产实际情况做出选择。下面就以爱色丽产品为例,对这些解决方案分别予以介绍。
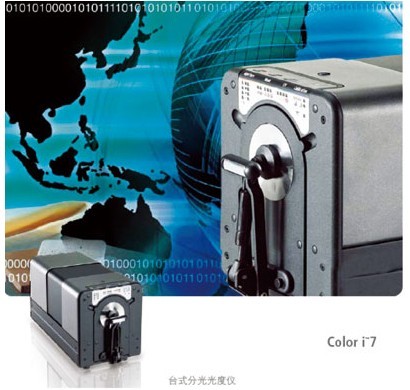
图12 Color i5台式分光光度仪
1.基本型
配置:SP60系列便携式分光光度仪+X-RiteColor Master QA 颜色管理软件(如图11所示)。
优点:选用便携式颜色测量仪器,可以在任何地方对产品进行反射式精确测量,配合颜色品管软件,还可对所采集数据进行深入分析。这是一种灵活而又经济实用的选择。
2.全能型
配置: Color i5台式分光光度仪+Color iQC 颜色管理软件(如图12所示)。
优点:选用高性能台式颜色检测仪器,配合颜色管理软件,可对几乎所有样品(平板样品、粉末样品、液体样品等)进行各种方式检测,包括反射测量和透射测量,以及色度数据和雾度等参数。这是一种全面的和相对经济的组合。
3.高级型
配置:Color i7高性能台式分光光度仪+Color iQC professional颜色管理软件(如图13、14所示)。
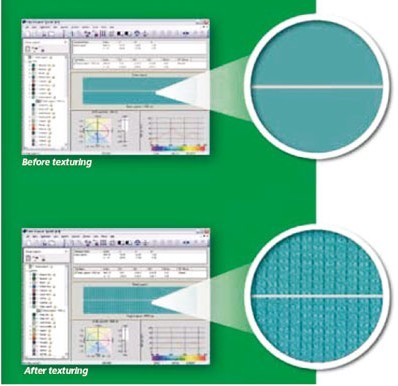
图13 Color i7高性能台式分光光度仪
优点:选用更高性能的颜色检测仪器,配合高性能颜色管理软件,可进行反射、透射和雾度等参数检测,检测样品包括各种色板、粉末、液体、浆状物等。 仪器内置数码摄像机,可对所测样品进行准确定位;软件功能强大,可对测量数据作深入和全面的分析,甚至可以在电脑上模拟塑料产品表面的纹理效果。

图14 Color iQC professional颜色管理软件
4. 在线非接触型
配置:VeriColor颜色检测仪器+软件(如图15所示)。
优点:可对产品进行非接触式测量,尤其对于接触测量有困难的样品,比如高温样品、运动的样品、混合颜色颗粒及湿样等,这种测量方式非常有优势。它可以连接到企业生产线上,对装配线或生产线上的产品进行实时自动检测,并将数据传送至控制室或管理部门。比如塑料型材生产商可以在挤出机上安装这种仪器,从而无需将样品传送至品检部门进行检测。
企业可以通过咨询颜色管理仪器生产商来选择适合自己的颜色检测解决方案,如果客户的产品颜色经常变化,甚至可以配置电脑配色软件来提高配色准确性和生产效率。
实际上现在企业对于颜色检测已经有了一定的认知,许多企业都在品质部门配置仪器和人员对产品颜色质量进行管理控制,甚至有些企业的生产部门或生产线上都配有颜色检测控制仪器。
400-888-5135
地址:广州市增城区低碳总部园智能制造中心B33栋6层
电话:020-82880288 (0755)26508999 (0755)27198826
手机:13500023589
邮箱:3nh@3nh.com
Copyright © 1998-2025深圳市天友利标准光源有限公司 旗下123仪器网 版权所有
主要产品系列:色差计,色差仪,国产进口色差计,便携式色差计,手持式色差计,标准光源对色灯箱,分辨率测试卡,色卡
12317仪器诚信联盟核心成员 站点地图
![]()










